Solukon launches SPR-Pathfinder® PRO: full simulation depth for the most complex LPBF parts
SPR-Pathfinder® PRO was developed in direct response to the growing complexity of industrial AM components
KONTAKT
MARKETING@SOLUKON.DESolukon Maschinenbau GmbH announced the launch of SPR-Pathfinder® PRO, a new version of its intelligent depowdering software for laser powder bed fusion (LPBF) parts. Developed in direct response to the growing complexity of industrial AM components, SPR-Pathfinder® PRO delivers significantly higher simulation resolution, accurate process-time prediction, and enhanced design-stage depowdering validation.
In addition to the new PRO version, SPR-Pathfinder® will now also be available in a more affordable version for parts with medium complexity: SPR-Pathfinder® BASIC.
QUICK FACTS
SPR-Pathfinder® PRO is Solukon’s new software solution for automated depowdering of LPBF metal parts. The software sets new standards in the simulation of powder removal.

WHY SPR-PATHFINDER® PRO WAS BUILT
As LPBF geometries become increasingly complex, depowderability is emerging as a limiting factor for industrial adoption. Parts only create value when powder can be removed reliably and repeatably. SPR-Pathfinder® PRO was developed to remove this barrier. In direct response to market demand the Solukon team around Product Owner Hemank Raj has worked on the large software upgrade for the following reasons:
1. Certain LPBF parts have exceeded all existent complexity limits and therefore the ceiling of the standard SPR-Pathfinder® version
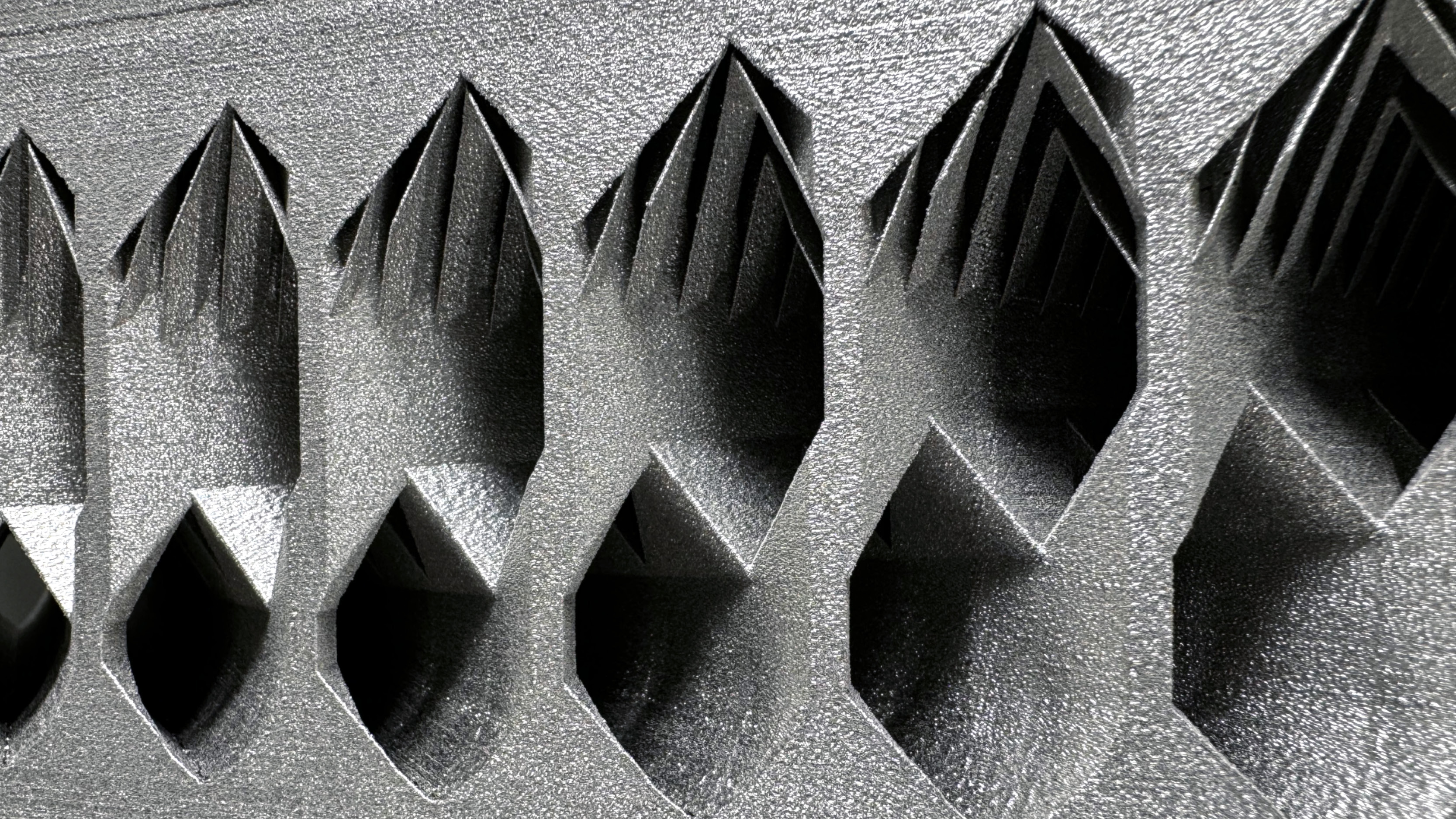
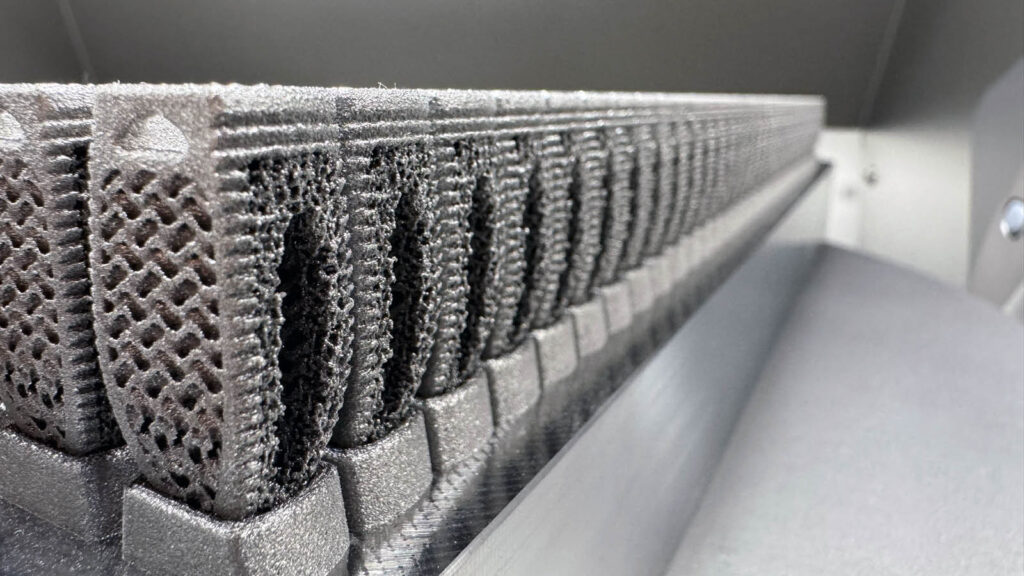
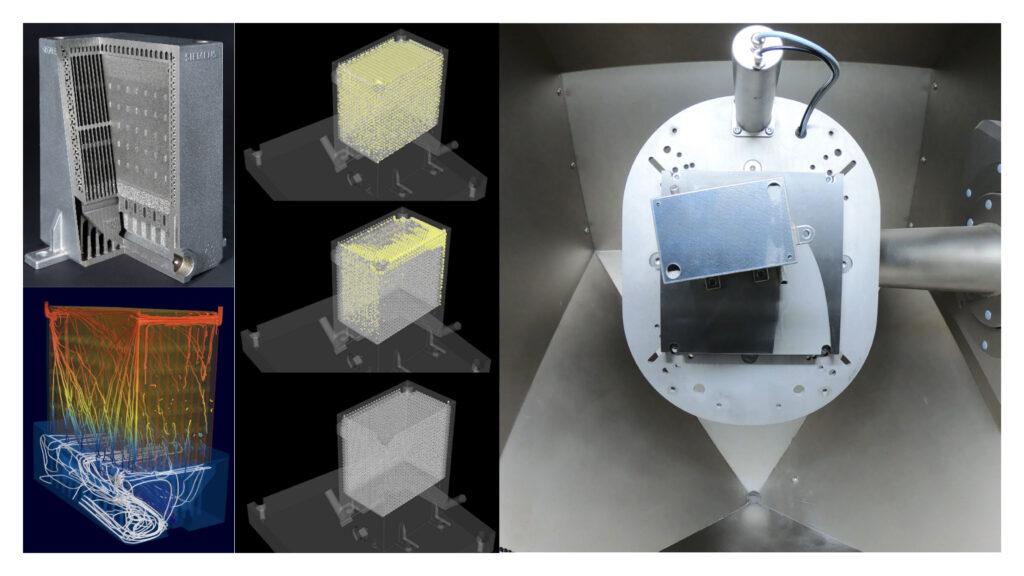
Geometries like ultra-complex thermal management components and multi-channel aerospace structures require a very large simulation resolution to guarantee automated depowdering accuracy. Speaking of number of voxels to simulate the ideal depowdering path the previous limit of 2.4 million voxels has been removed.
2. AM market shows the need for full process transparency
In metal additive manufacturing, the need for data transparency is especially high because parts are complex, quality requirements are strict, and every build is a chain of interdependent steps. If you can’t clearly trace what happened when (parameters, machine state, postprocessing steps), it becomes hard to explain deviations, prove repeatability, or meet customer and certification expectations. That’s exactly why Solukon’s Digital-Factory-Tool matters: it records all relevant depowdering process data and enables maximum transparency, with the option to integrate this information into a higher-level digital dashboard via OPC UA. And with the additional capabilities of SPR-Pathfinder® PRO, Solukon takes the next step.
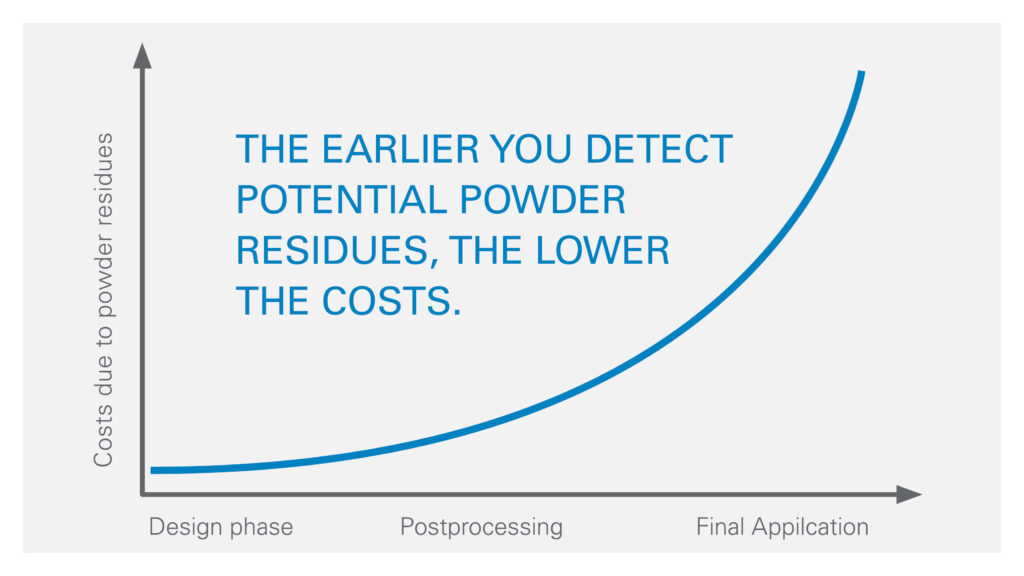
3. One of Solukon’s overall main goals: Enabling an enhanced “Design for Depowdering” process
Many manufacturers have understood the value of Design for Additive Manufacturing (DfAM), optimizing a part’s geometry so that it can actually be printed. Fewer have applied the same thinking to what happens after printing. Designing for depowdering implies considering, from the earliest design stage, whether powder can reliably escape the part’s internal structures and adjusting the geometry accordingly before a single layer is printed. The payoff is practical: fewer iterations and surprises after printing, more predictable lead times, and a clearer route to repeatable, documentable postprocessing, especially for intricate internal channels where depowdering requirements rise with part complexity. In short words: Design for Additive manufacturing ensures a part can be printed whereas Desing for Depowdering ensures the part can be industrialized.
By making depowderability a predictable engineering parameter, Solukon enables manufacturers to validate complex designs before production starts. Andreas Hartmann, CEO and CTO summarizes why Solukon has decided to work on a comprising upgrade of SPR-Pathfinder®: “At Solukon, we have always believed that reliable and intelligent automated depowdering can be achieved when machine, process, and software are aligned. The parts our customers print today are more complex than ever and we have grown alongside that ambition. SPR-Pathfinder® PRO reflects years of listening to the market and advancing our software in step with the most demanding AM applications: parts with sub-millimeter channels, densely packed internal surfaces, and geometries previously inaccessible.”
WHAT IS NEW IN SPR-PATHFINDER® PRO
The PRO version introduces three capabilities that go beyond the existing software:
HIGHER SIMULATION RESOLUTION
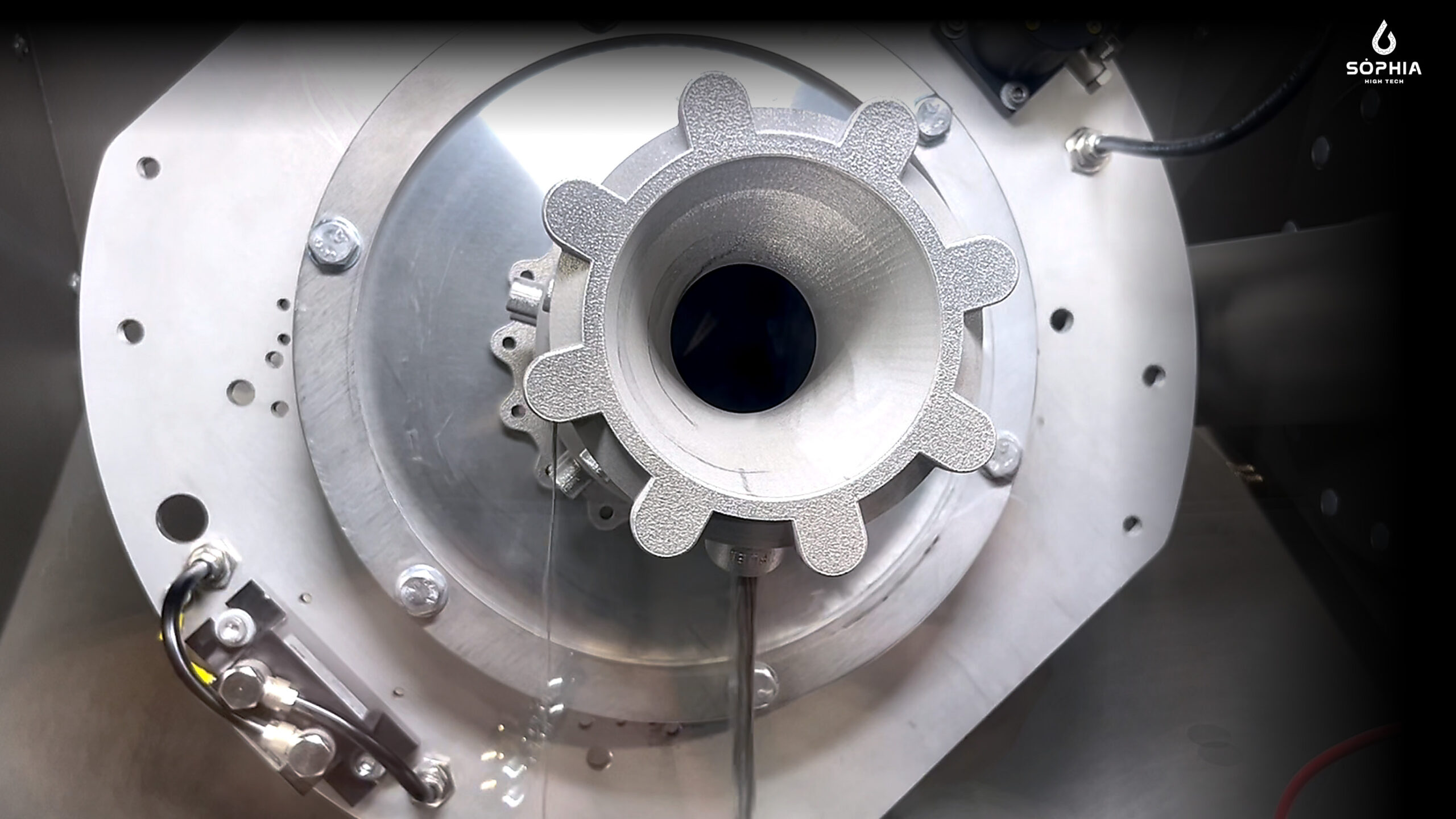
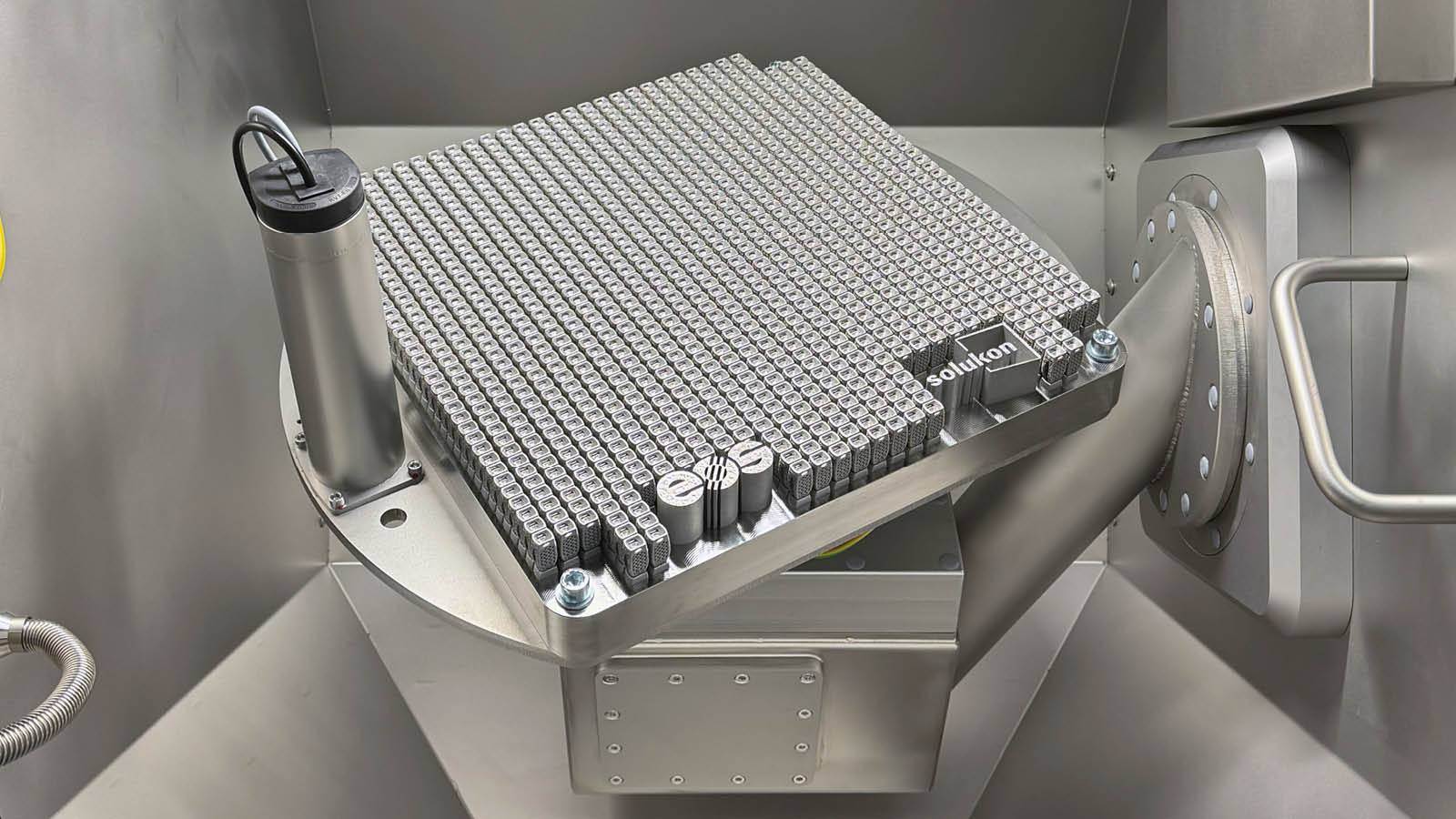
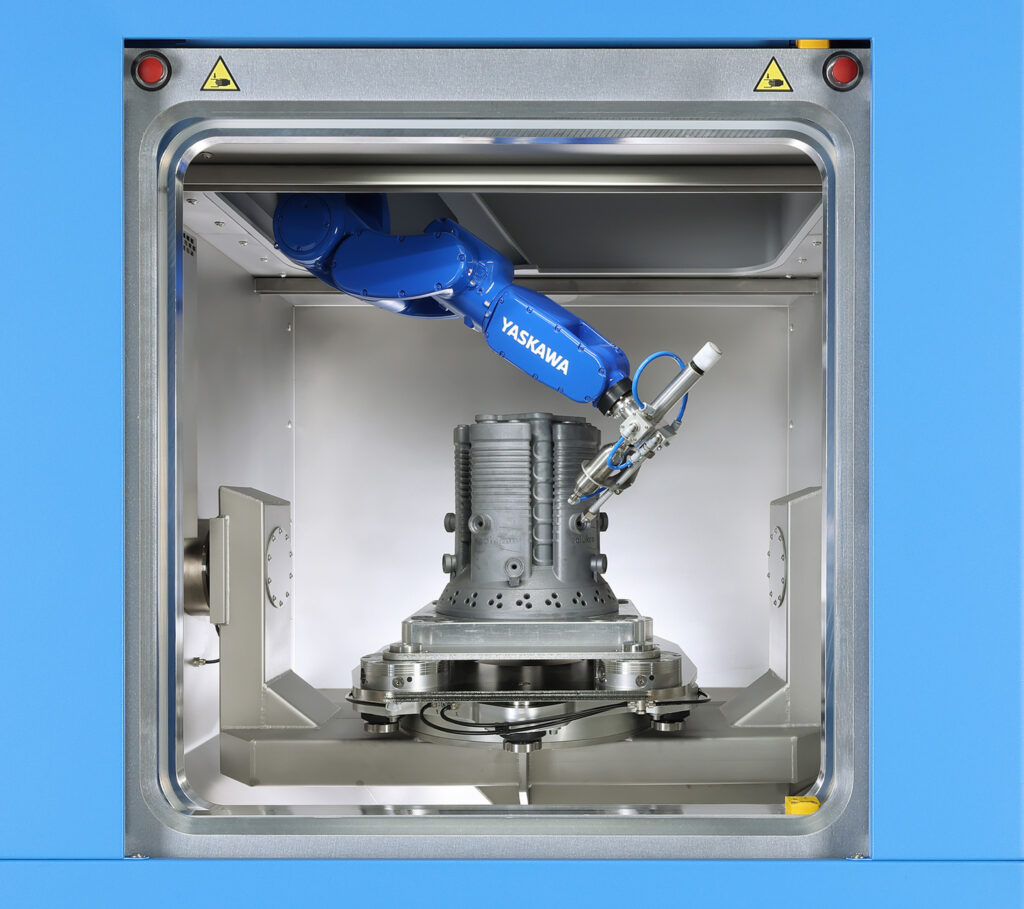
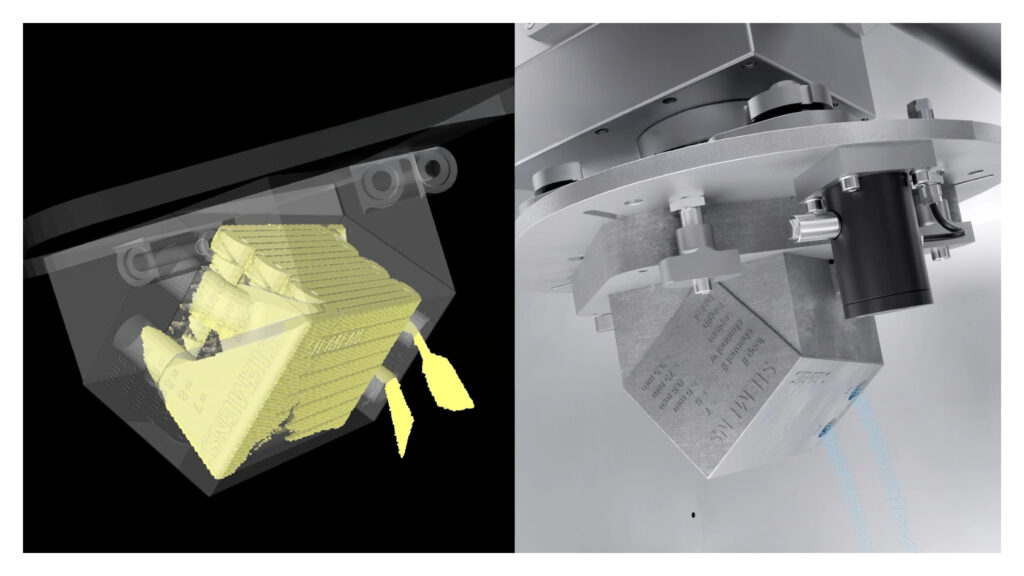
SPR-Pathfinder® PRO supports up to 1,000,000 particles, a 20-fold increase over the standard version, combined with an unlimited number of voxels. This makes it possible to accurately compute even the most intricate internal structures, including sub-millimeter channels and densely packed internal surfaces that were previously inaccessible to simulation. In the simulation by SPR-Pathfinder® PRO, the part moves in the same way it will later during the corresponding cleaning step in the Solukon machine. This makes the process much easier to understand.
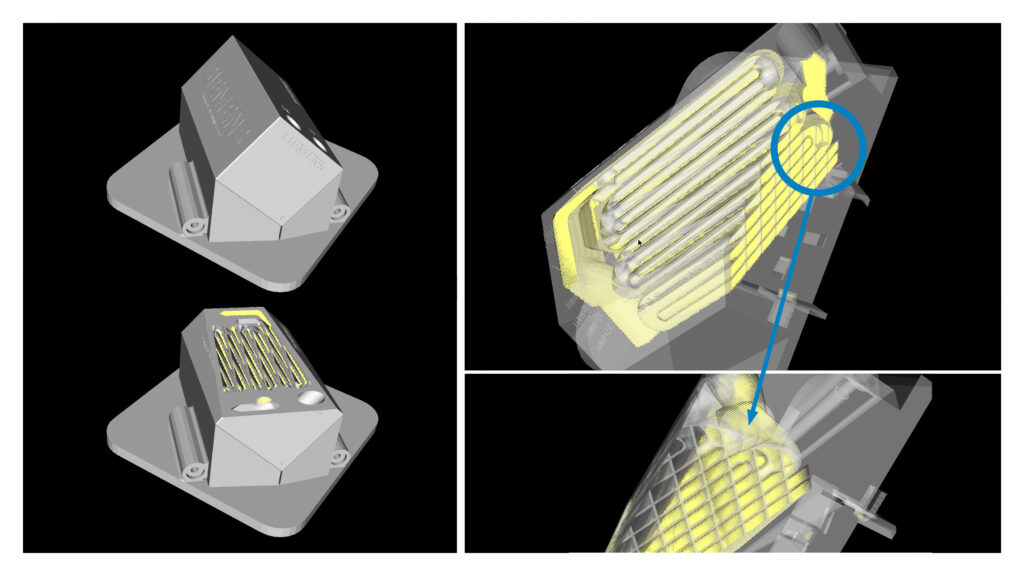
CROSS-SECTIONAL INSPECTION IN ALL PLANES
The software now enables cross-sectional views of the component in all planes (X, Y, and Z), giving operators full visibility inside the part at any point and from any direction. Also, the part’s transparency can be adjusted very granularly. This makes it straightforward to identify powder traps and bottlenecks before a single layer is printed.
ACCURATE PROCESS-TIME PREDICTION
For many industrial operators, depowdering remains an unknown variable in production scheduling. SPR-Pathfinder® PRO now allows users to specify exactly how long the calculation and depowdering process in their Solukon system will take and to determine how that time fits into their production schedule. This eliminates a bottleneck that grows more costly as production volumes increase.
“SPR-Pathfinder® PRO is the result of working closely with operators who push LPBF to its limits every day”, says Hemank Raj, Product Owner of SPR-Pathfinder®, adding: ”The standard version already removes the guesswork from depowdering program creation. With PRO, we go further: users can now look inside the most complex geometries, predict process time with confidence, and validate depowderability before the first layer is printed. That changes how engineers think about postprocessing from the very start of a project.”
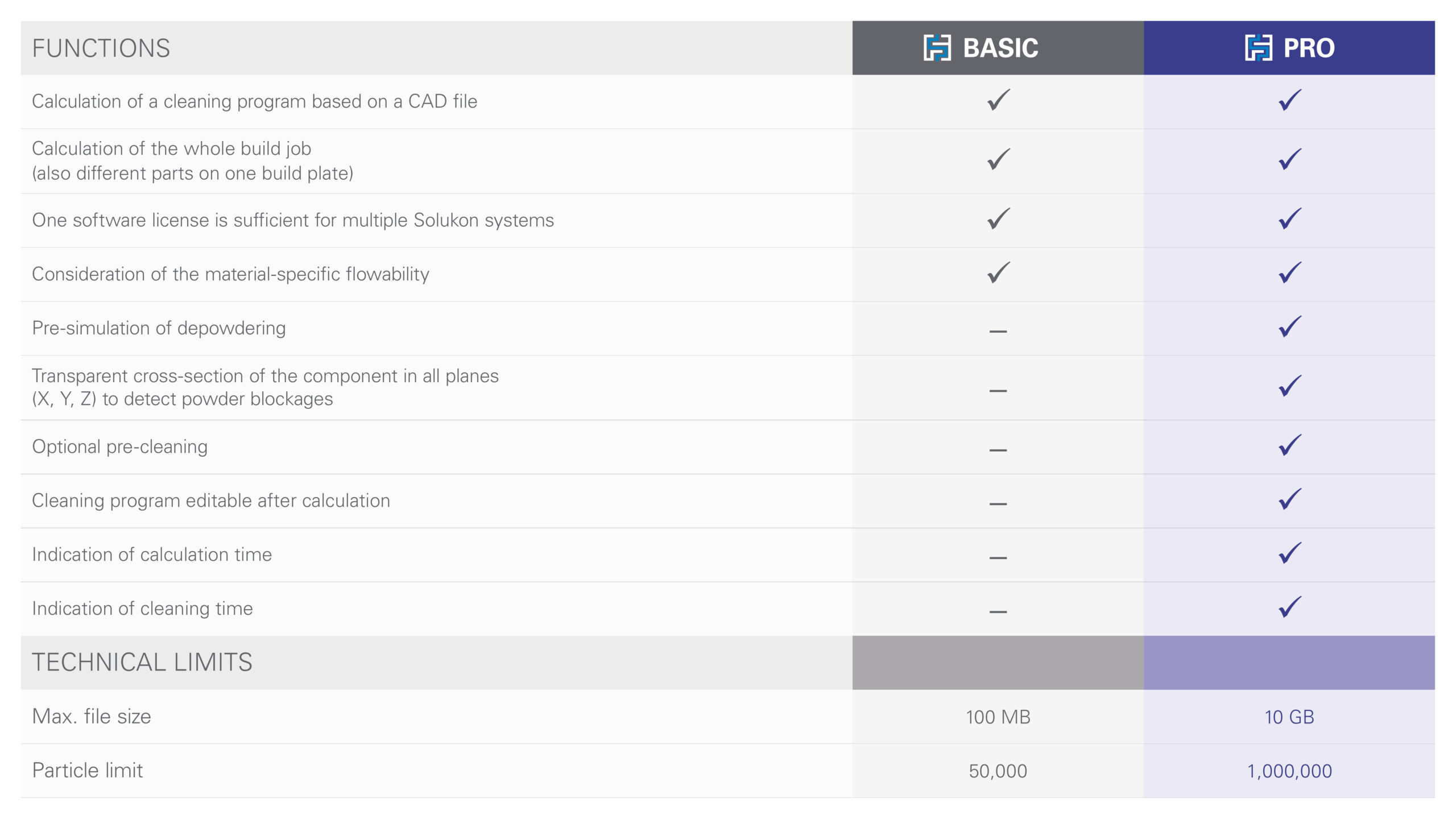
SPR-PATHFINDER® BASIC VS. PRO AT A GLANCE
With the introduction of SPR-Pathfinder® PRO, Solukon now offers the software in two versions, each designed for specific applications and production needs. In general, the SPR-Pathfinder® software uses the CAD file of the complete build job to calculate the ideal motion sequence for removing powder from complex interior structures as quickly as possible. Calculations are based on the digital twin of the part.
Each version is compatible with the following Solukon depowdering systems and runs on a regular Windows computer or server:
- SFM-AT350
- SFM-AT350-E
- SFM-AT800-S
- SFM-AT1000-S
- SFM-AT1500-S
SPR-Pathfinder® BASIC helps to calculate cleaning programs for moderately complex components. It provides the core automation that makes manual programming unnecessary. For users whose parts do not require advanced simulation and want a cost-effective entry-level depowdering software BASIC is the right tool.
SPR-Pathfinder® PRO is designed for highly complex components and for operations where process transparency and production planning precision are non-negotiable. It delivers full simulation depth, cross-sectional inspection capability, and accurate process-time prediction.
The following table illustrates the differences between the software versions BASIC and PRO:
As before, interested customers who have a Solukon machine can try the software with no obligation as part of a free 30-day license.
Enjoy the new SPR-Pathfinder® PRO product video:
THE MACHINE AND THE SOFTWARE, AS ONE
SPR-Pathfinder® PRO extends the digital twin through the full post-processing workflow, from design validation to production planning, delivering the process transparency that industrial AM operations increasingly need to scale with confidence. A depowdering system is only as intelligent as the software running it. That has always been Solukon’s starting point and SPR-Pathfinder® PRO testifies to that.