How can I improve powder removal in additive manufacturing?
Automated depowdering and smart DfAM strategies unlock scalable metal AM efficiency.
KONTAKT
MARKETING@SOLUKON.DEIn recent years, advances to additive manufacturing hardware and software in LPBF have led to faster print speeds, greater consistency, and scalability, all of which have evolved the technology from a prototyping solution to an industrial production process. Even as AM has evolved, however, many in the industry have felt that its potential has been limited by downstream processes, such as part cleaning and finishing.
In metal AM, for instance, metal powder removal, a critical step in making viable industrial components, was for years recognized as a bottleneck due to its reliance on manual processes and increased complexity relative to part design. Fortunately, this is changing thanks to the emergence of automated powder removal solutions, such as Solukon’s SFM systems.
These systems, which rely on CAD data and smart algorithms to automate and optimize powder removal, are changing the landscape for metal AM post-processing. Still, these solutions are only part (albeit a big part) of the journey to truly scalable, efficient powder removal. As we’ll see, manufacturers can also implement design and pre-printing strategies to improve powder removal and enhance their production workflows.
A new era of automated powder removal
The importance of effective powder removal for 3D printed parts can’t be overstated. After parts are removed from the powder bed, loose, unsintered particles can still cling to the surface of a part as well as get trapped in cavities, channels, and other design features. Not only does this powder pose safety risks to operators, it can also have a negative impact on part surface finish, tolerances, and overall performance if not removed.
In the early years of powder bed fusion technologies, depowdering was largely dependent on manual processes, including vacuuming, brushing, air blasting, and knocking. This approach was time intensive, even requiring hours for a single part, and came with significant health and safety risks.
Automated powder removal solutions like Solukon’s SFM systems have therefore been a welcome innovation in the AM industry. By combining hardware featuring programmable two-axis rotation and targeted vibrations with sophisticated software solutions, namely SPR-Pathfinder, Solukon has introduced a depowdering approach that is fast, automated, and based on part design.
“Customers consistently share that automated depowdering fundamentally improves the reliability and efficiency of their post-processing workflows,” explained Sebastian Becker, Head of Product Management Metal at 3D printing solutions provider EOS, a longstanding partner and customer of Solukon. “When Solukon systems are used in combination with EOS platforms, they enable a stable and predictable transition from printing to downstream steps. Automated rotation and vibration remove powder even from highly complex geometries, significantly reducing manual labor, operator exposure, and the variability associated with manual cleaning.”
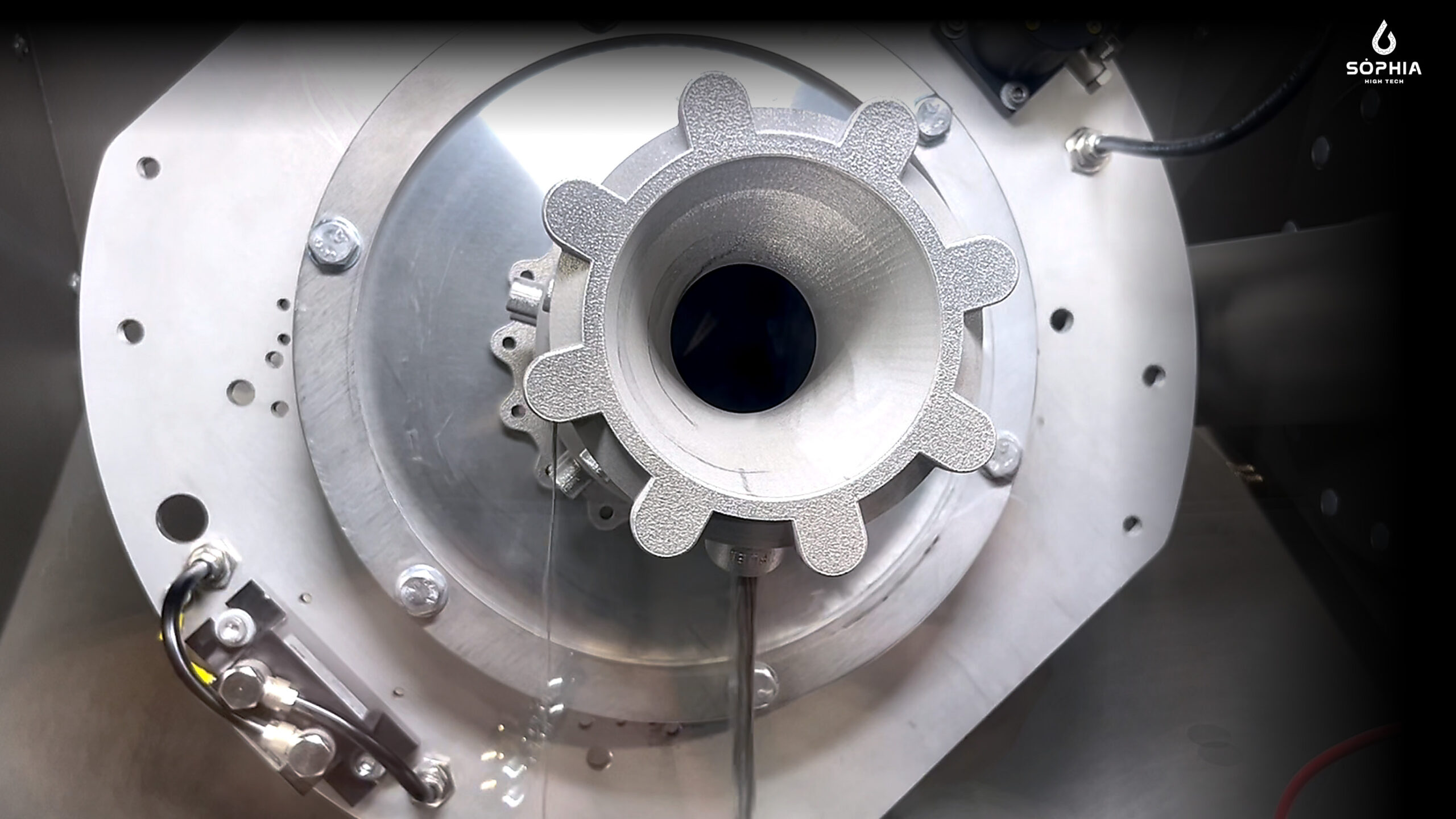
At aerospace company Sòphia High Tech S.r.l., Solukon’s powder removal solutions have also played an important role in streamlining the production of metal parts optimized for fuel efficiency. As Nicola Sicignano, AM Specialist at Sòphia High Tech explains: “Compared to manual methods such as compressed air flushing, the automated system guarantees higher accuracy and repeatability. This reduces the risk of contamination in subsequent steps such as part removal from the build plate, washing, and heat treatment. In addition, operating in an inert environment enables safe powder recovery and reuse, improving both material efficiency and overall process sustainability.”
Optimal powder removal starts at part design
While automated depowdering solutions have been a game-changer for industrial AM, their efficiency can be further maximized by strategic decisions made upstream of the printing process. In the design stage engineers can already start making certain choices with depowdering in mind.
Typically, the more complex a part, the harder it can be to remove powder. Features like long internal channels with narrow diameters, interconnected cavities, lattice structures, and high-aspect ratios can introduce depowdering challenges. That said, AM’s ability to produce such complex structures for industries like aerospace, energy, and medical, is a key reason the technology is used. The answer to more effective depowdering therefore can’t just be simpler part geometries; informed design choices must be made.
“Design decisions made early in the process have a significant impact on depowdering possibilities and efficiency,” said Sebastian Becker from EOS. “Factors such as build orientation, channel diameter, drainage angles, and the placement of escape holes all influence how easily powder can be removed.”
There are several design considerations that can improve the depowdering process, incuding:
- Adjusting the length or diameter of internal channels for easier depowdering
- Integrating powder removal canals in geometries with risk of trapped powder
- Avoiding very narrow or rectangular channels are prone to trapped powder
Nicola Sicignano from Sòphia High Tech also notes that even if part design cannot be changed, there are a couple of adjustments that can be made in the interest of depowdering efficiency, such as:
- Adding temporary or functional escape holes (for example, on the build plate or in non-critical areas) to facilitate powder discharge
- Improving accessibility of existing channels (for example by ensuring continuity between internal cavities and external openings)

“Adopting a Design for Additive Manufacturing (DfAM) approach is key,” Sicignano adds. “This includes optimizing geometries for easier depowdering, using simulation tools to predict powder flow and potential trapping areas, and defining standardized design rules for internal channels.”
Solukon’s SPR-Pathfinder software is such a simulation tool, enhancing how users integrate powder removal strategies at the design stage. The software uses powder behavior simulation to choreograph movements and vibrations based on part geometry. This means that users can input the CAD file of the build job into the software before printing begins, and generate an optimized motion sequence for the powder removal process. This simulation enables users to establish if the powder removal process will be efficient for a given geometry or whether steps can be taken to facilitate depowdering, such as making design adjustments. In SPR-Pathfinder users can immediately detect critical zones within the part, that need to be adjusted for a better depowdering result.
Other strategies for improved powder removal
Aside from design considerations, there are other ways to improve depowdering ahead of the printing process. In the print preparation stage, for example, factors like part orientation and support generation can have a significant impact on the volume of powder that must be removed and how easily parts can be cleaned. Other parameters, such as gas-flow management can also contribute to cleaner parts and powder removal efficiency.
“Improvements can be made across the entire process chain,” Becker elaborates. “Some EOS customers optimize printing parameters to reduce powder adhesion, while advanced gas‑flow management and continuously improved process parameters help keep part surfaces smoother during the build process. Additionally, EOS installs technologies that reduce support structures to further increase powder‑removal efficiency.”
Two key considerations to keep in mind are:
- Minimizing supports to reduce volume of loose powder and removal requirements
- Strategic part orientation to facilitate gravity-based powder removal and minimal powder buildup
Further downstream, combining automated powder removal systems with closed-loop powder handling solutions can also increase the overall efficiency of the additive manufacturing process. Solukon’s SFM systems in particular facilitate powder recovery and ensure that recovered powders are contamination free. This, as Sicignano puts it, “improves both material efficiency and overall process sustainability. The result is a more reliable workflow, reduced manual intervention, and improved final part quality.”
Conclusion
Vital post-processing steps like depowdering are no longer the bottleneck they once were and can keep reaching new levels of efficiency through a combination of automated solutions and upstream design strategies.
Driven by smart simulation tools, Solukon’s advanced powder removal solutions enable manufacturers to evaluate powder removal for specific designs before production begins. This capability presents a paradigm shift for depowdering, where design is not only an early consideration for the post-process but is actually simulated and validated prior to printing. For end users, this intelligent approach makes efficient, scalable production possible, while reducing the risk of producing parts that stall workflows or fail due to depowdering issues.
As Nicola Sicignano, from Solukon customer Sophia High Tech concludes: “Ultimately, combining optimized design practices with advanced automated depowdering technologies delivers the best results in terms of efficiency, safety, and final part quality.”