
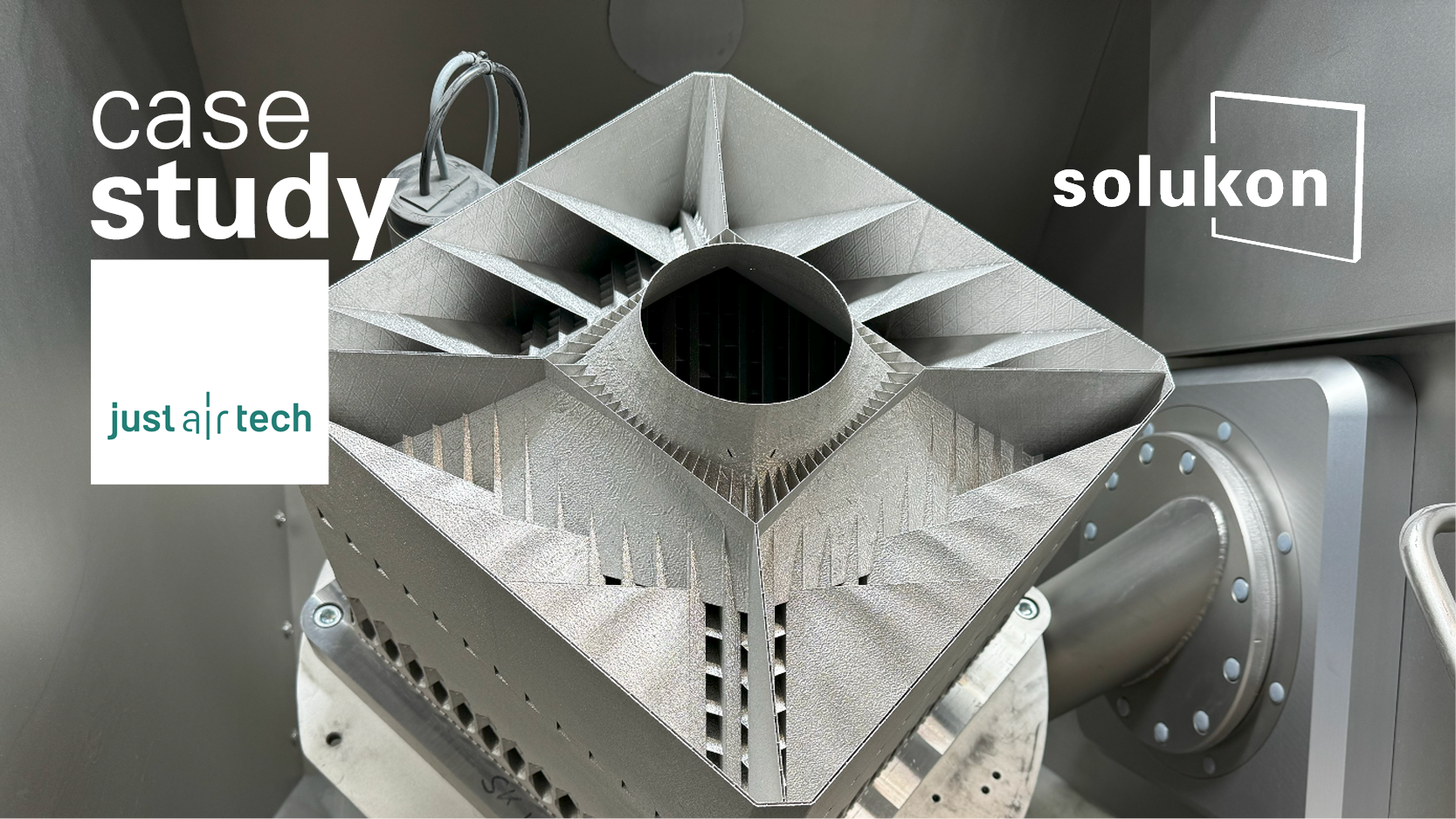
Depowdering of laser-melted metal parts: AMEXCI expands postprocessing capabilities with two additional Solukon systems
AMEXCI now has three Solukon powder removal systems in use at different locations.
KONTAKT
MARKETING@SOLUKON.DEAMEXCI, a leading additive manufacturing company specialized in industrial metal 3D printing, has strengthened its additive manufacturing operations with the installation of two additional Solukon depowdering systems, the SFM-AT350 for medium-sized parts and the
SFM-AT1000-S for large LPBF parts. These new units join the company’s existing Solukon portfolio, building on a successful collaboration that began in 2018 with the purchase of an SFM-AT300 which continues to operate reliably to this day.

QUICK FACTS
- AMEXCI has purchased two further Solukon depowdering systems
- For maximum process reliability, AMEXCI prefers single material use in their Solukon systems. The SFM-AT300 depowders components made of stainless steel (316l), the SFM-AT350 those made of titanium (Ti64), and the SFM-AT1000-S components of SLM printers made of aluminum (ALSI10Mg).

NEW DEPOWDERING SYSTEMS AS PERFECT-FIT ADDITION TO AM CENTER ÖREBRO
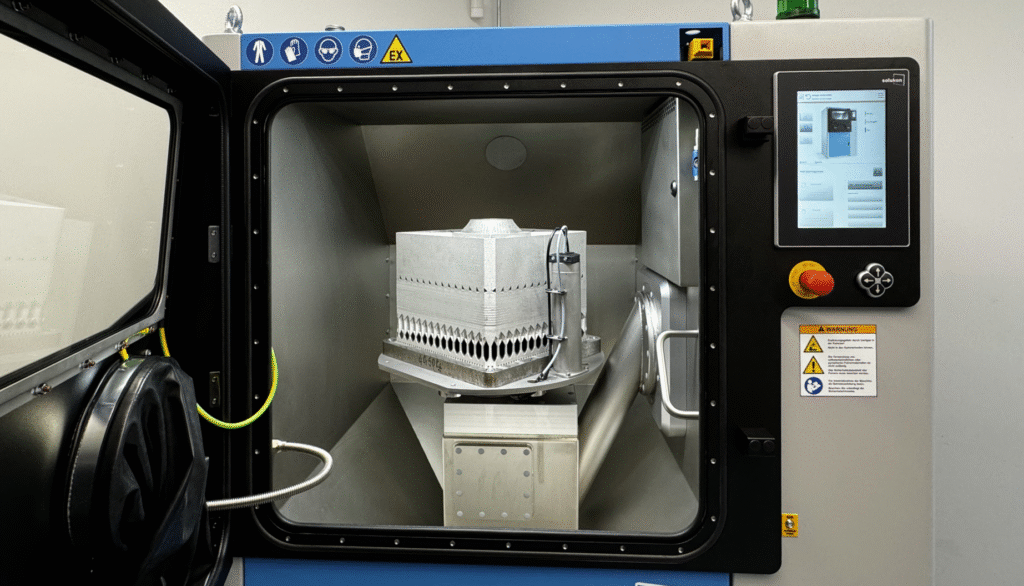
In May 2025 the service provider AMEXCI opened a new Additive Manufacturing facility in Örebro, Sweden. The new facility has been specifically designed to address growing requirements for efficiency, production capacity, and technological progress. With enhanced automation, improved material use, and shorter lead times, AMEXCI is now positioned to guide customers from early development through to full-scale serial manufacturing. For highest postprocessing demands the new Solukon depowdering systems SFM-AT350 and SFM-AT1000-S serve as a perfect-match addition to this high-end facility.
CONSISTENT DEPOWDERING PERFORMANCE FOR MULTI-PRINTER, MULTI-MATERIAL PRODUCTION
When using the depowdering systems, AMEXCI benefits from the universality of Solukon systems. With two EOS M290 systems and two Nikon SLM systems (SLM 500 and NXG 600), AMEXCI depowders components from three different printers from two manufacturers.
For maximum process reliability, AMEXCI prefers single material use in their Solukon systems. The SFM-AT300 depowders components made of stainless steel (316l), the SFM-AT350 those made of titanium (Ti64), and the SFM-AT1000-S components of SLM printers made of aluminum (ALSI10Mg).
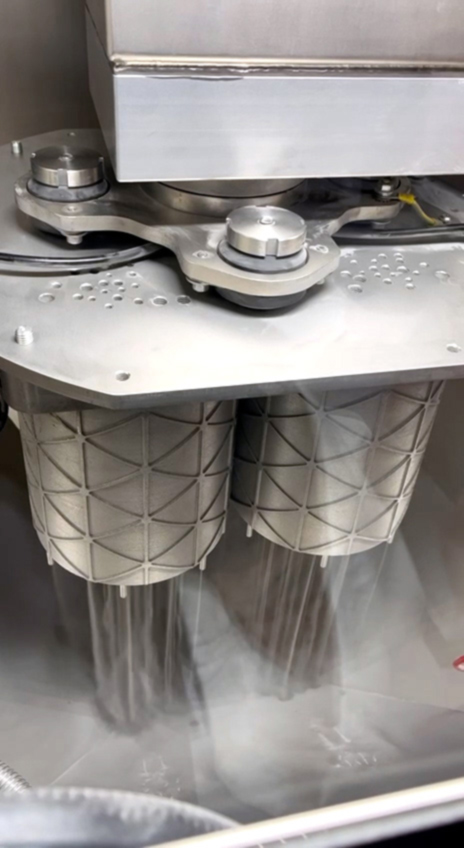
Every LPBF build job is postprocessed in a Solukon depowdering system, partly followed by an ultrasonic washer.

WHY AMEXCI CHOSE SOLUKON’S AUTOMATED DEPOWDERING TECHNOLOGY
When asked about the significance of Solukon in their AM processes, Andreas Petersen, Head of Production at AMEXCI, commented: “The Solukon system has been an essential piece of our AM workflow from the beginning. We chose the Solukon as for us, it was important to work with powder free parts as early as possible in the process. It is an important equipment for us to get parts free of powder for safer handling of parts for both our operators and our customers. It is simple to use, yet efficient. The cooperation with Solukon has been going well for 7 years now, with a team ready to help.”
WHAT’S NEXT WITH AMEXCI’S DEPOWDERING CAPABILITIES
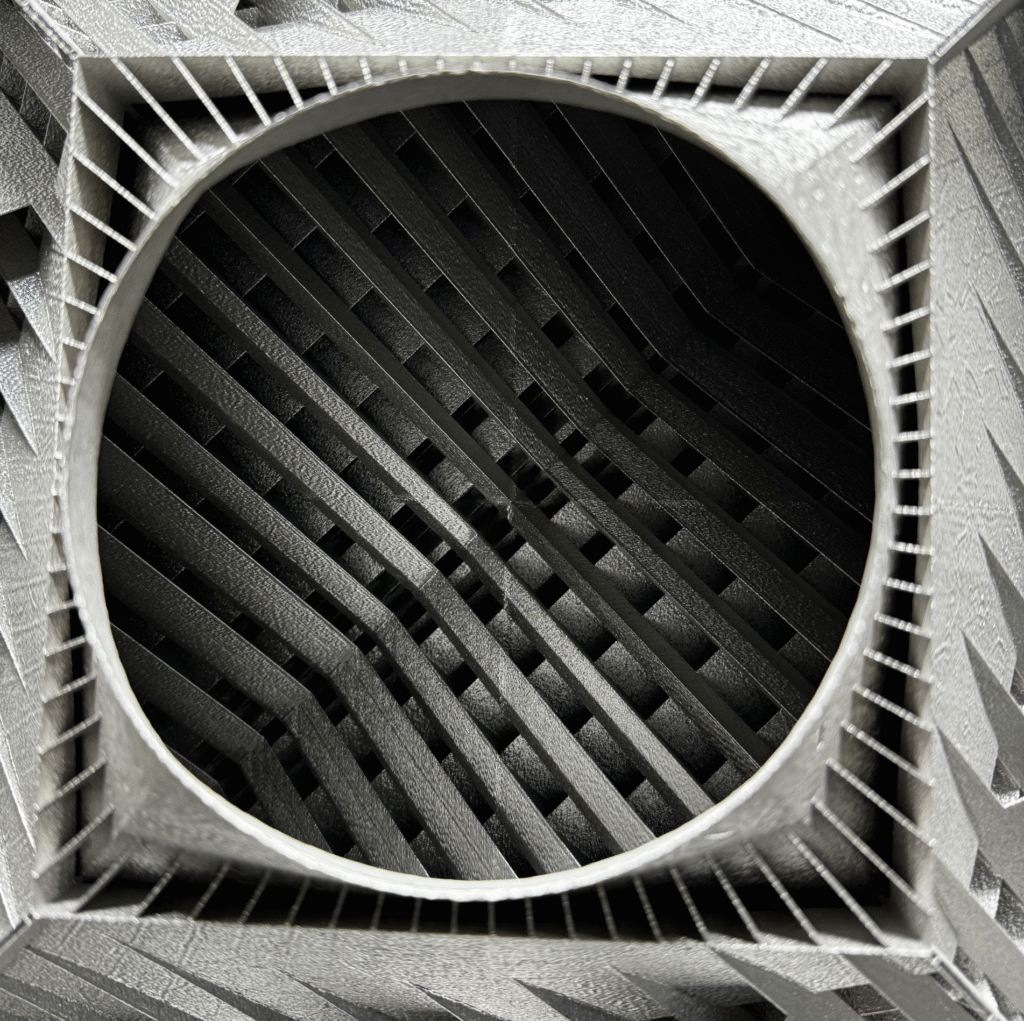
Looking ahead, AMEXCI is evaluating the implementation of Solukon’s SPR-Pathfinder® software solution to further enhance efficiency. By digitally simulating optimal part motion based on the part-specific geometry, the company aims to improve depowdering predictability and streamline part-specific depowdering. This will help to remove powder from channels smaller than 1 mm, which currently still pose a major challenge, even more efficiently.





















{kind=link}
{kind=link}