Why is depowdering critical in AM?
A comprising overview on the importance of automated powder removal in metal AM.
KONTAKT
MARKETING@SOLUKON.DEInternal channels, lattice structures, and conformal cooling circuits are signature capabilities of metal additive manufacturing. They deliver major advantages for aerospace, medical, and automotive applications, but they also make depowdering far more demanding. Depowdering, the step where residual metal powder is removed from a printed part, is often where that complexity becomes most acute.
Which metal AM processes require depowdering?
Automated depowdering is primarily required for powder-bed metal AM processes, where parts are built fully immersed in fine metal powder. The three main processes concerned are SLM/DMLS (Selective Laser Melting / Direct Metal Laser Sintering) commonly known as LPBF, EBM (Electron Beam Melting), andmetal binder jetting.
In metal binder jetting, the “green” part must be carefully depowdered before sintering, as any residual powder directly affects final part density and dimensional accuracy.
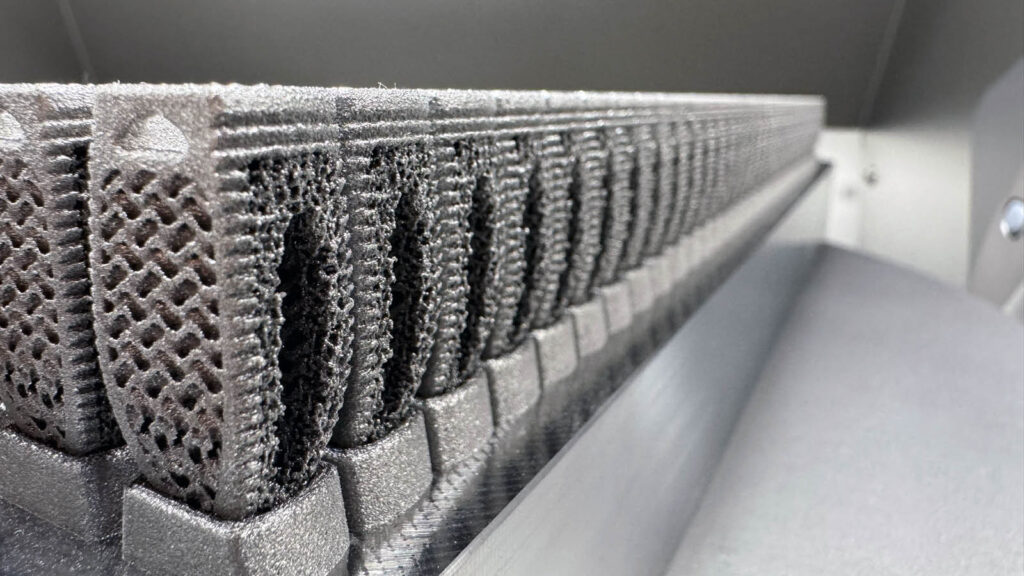
For parts in these processes, especially those featuring closed channels, fine lattices, or overhanging structures, manual depowdering is slow, inconsistent, and becomes a bottleneck that undermines the entire value proposition of AM.
In SLM and DMLS, parts are fully embedded in the powder bed and complex geometries trap powder inside internal cavities. EBM follows a similar logic, with the added challenge that powder is partially sintered during the process, making manual removal particularly difficult.
While EBM presents some of the most compelling cases for automated depowdering, the partially sintered, fragile structure of green parts makes it technically challenging. Solukon‘s current solutions are designed for LPBF and SLS (with a focus on LPBF depowdering), where the structural integrity of parts allows for reliable automated handling.
What happens when depowdering is incomplete?
In general, automated depowdering is required because it:
- reduces health and safety risks.
- ensures complete powder removal in complex geometries.
- provides repeatable, certifiable processes.
- improves powder reuse and cost efficiency.
- enables industrial-scale production.
This means that if automated depowdering is not well performed, it may lead to significant risks across quality, safety, and operational dimensions. Three risks stand out:

First, trapped powder: fine metal powder lodged in internal channels or cavities cannot always be dislodged by standard means. In closed or semi-closed geometries, it may be virtually impossible to remove without a dedicated, programmable process.
Second, contamination: residual powder from one build or one alloy can migrate into subsequent processes, compromising material traceability.
Third, porosity: when trapped powder undergoes partial sintering during heat treatment or HIP, it can create unintended voids within the part microstructure, directly degrading mechanical performance (strength, fatigue life, and pressure tightness) often in ways that are invisible without CT scanning or destructive testing.
These three risks are interconnected. One failure point cascades into the next.
Why is depowdering harder for aerospace, medical, and automotive parts?
The answer lies in geometry, material, and consequences. The parts that benefit most from metal AM (rocket thrust chambers, fuel system manifolds, hydraulic components, patient-specific implants, lightweight structural brackets) are also the hardest to depowder. Their materials (titanium, aluminum) demand inert atmospheres during handling. And their end-use environments leave no margin for residual contamination or microstructural defects.
For aerospace, a blocked internal channel in a fuel or cooling component is a safety event. In medical, a part that carries residual powder into sterilization or implantation fails regulatory requirements. In automotive, where serial production is now a real ambition for AM, inconsistent depowdering breaks the repeatability that volume manufacturing demands.
These industries are also the ones pushing the boundaries of part and/or batch size.
Where does Solukon come in?
Solukon Maschinenbau GmbH has been engineering automated depowdering systems since 2015.
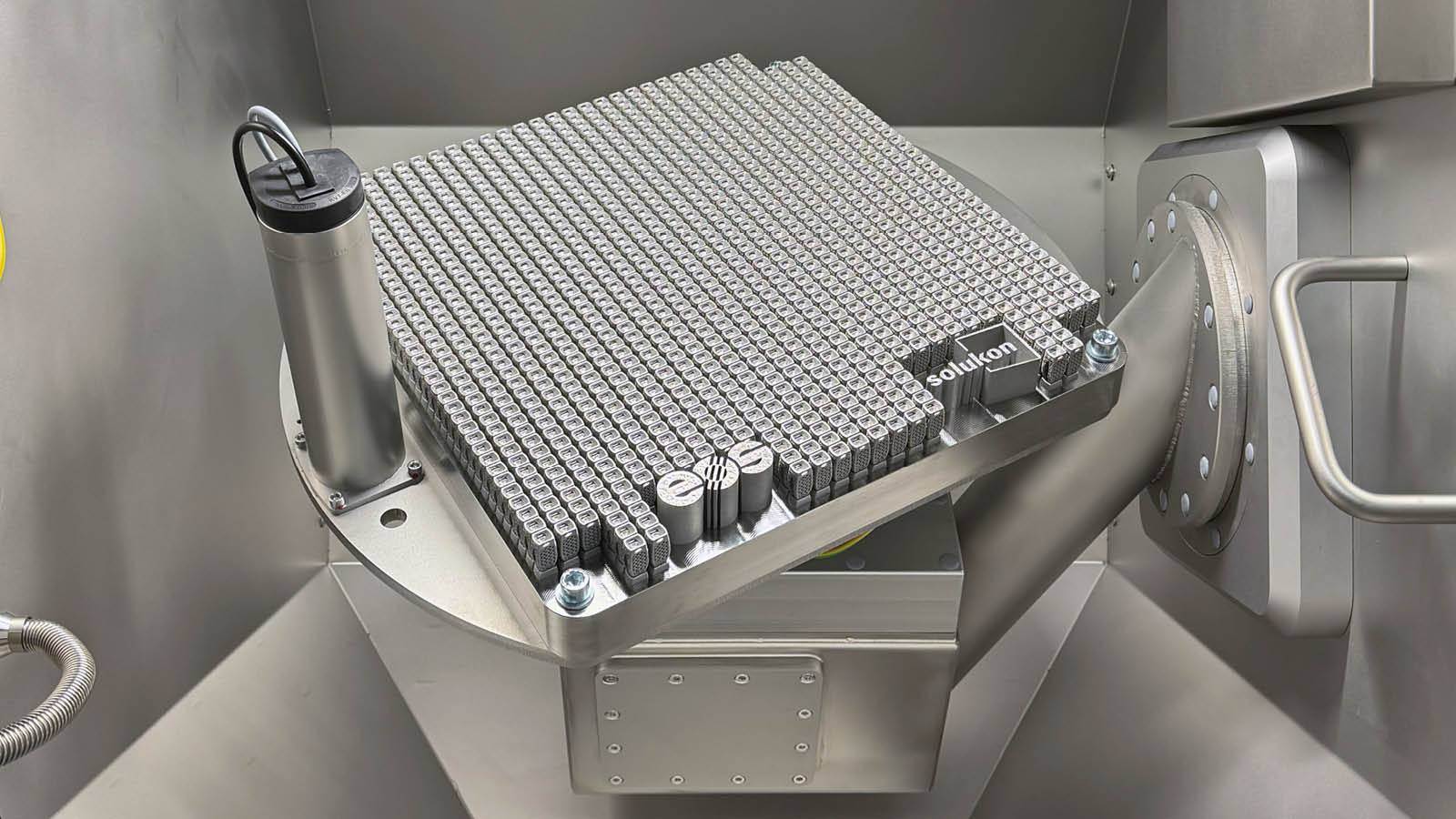
What sets Solukon apart is the combination of programmable two-axis rotation, controlled inert atmospheres for reactive materials, and the SPR-Pathfinder® software, which automatically calculates the optimal motion sequence from the part’s CAD file.

When the part cannot afford to fail, the depowdering process cannot afford to be approximate.