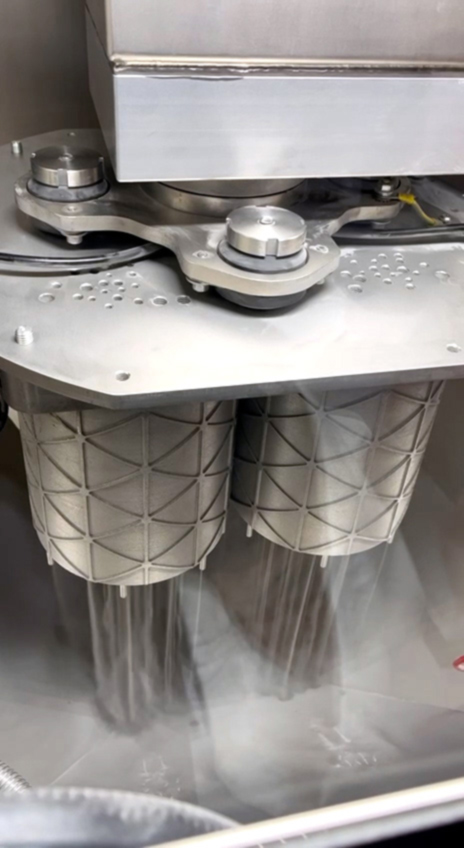
Dieser Use Case beleuchtet das automatisierte Entpulvern eines Wärmetauschers der US-amerikanischen Firma Enerbine.
Das Unternehmen Enerbine stellt modulare, brennstoffunabhängige Wechselrichter für die dezentrale Stromerzeugung her, die sowohl mit flüssigen als auch mit gasförmigen Brennstoffen kompatibel sind. Die Technologie des Unternehmens kombiniert modernsten 3D-Metalldruck mit Keramik und fortschrittlichen Werkstoffen, um hohe Präzision, Effizienz und Langlebigkeit zu gewährleisten. Als Early Adopter setzt Enerbine in seinem Werk bereits früh seit der Installation des Entpulverungssystems SFM-AT350 die Software SPR-Pathfinder® von Solukon ein.
Die SFM-AT350: Entpulverungssystem für mittelgroße Bauteile
DATEN & FAKTEN ZU APPLIKATION UND ENTPULVERUNGSPROZESS
Bauteilvolumen (B x T x H)
200 x 200 x 350 mm
Drucker
EOS M 400-4
Material
In718
Applikation
Wärmetauscher für die Stromerzeugung
Oberfläche / Struktur
– Zylinder mit dünnen Wänden und Kraftstoffeinspritzdüsen
– Gebogene Kanäle im Inneren mit einer Gesamtlänge von 200 mm
– 4 baugleiche Bauteile auf einer Bauplatte
Kleinster Durchmesser im Bauteil, der mit Pulver gefüllt ist
0,2 mm
Entpulverungssystem
Solukon SFM-AT350 mit Hochfrequenzklopfer
Dauer des Entpulverungsvorgangs
360 min
Modus
Intelligenter Modus mit SPR-Pathfinder®
Anzahl der Reinigungsschritte
1200
Rückgewonnene Pulvermenge
10-20 kg
Anzahl der Bauteile, die entpulvert werden
12 pro Woche
DER ENTPULVERUNGSPROZESS
Der Entpulverungsprozess wurde auf der SFM-AT350 mit Hochfrequenzklopfer durchgeführt.
Während des Entpulverns im Intel-Modus mit dem SPR-Pathfinder® wurde ein starker Pulverfluss erzielt. Durch gezieltes Klopfen konnten Pulververklumpungen in kleinen Teilhohlräumen mit einer Größe von bis zu 0,2 mm gelöst werden. Insgesamt dauerte der Entpulverungsprozess für die Wärmetauscher in der SFM-AT350 6 Stunden. Pro Entpulverungszyklus konnten 10 bis 20 kg Pulver gesammelt werden. Das Team Enerbine verwendet das Pulver nach dem Sieben für weitere Druckprozesse.
Nach dem Entpulverungsprozess schnitt das Team Enerbine die Teile mit einer Drahterodiertmaschine auf, um die Suaberkeit der Bauteile zu prüfen. Erfreulicherweise blieben in der Geometrie keine Pulverrückstände zurück.
„Bevor wir Solukon verwendet haben, blieb Pulver in den dünnen Wänden zurück. Jetzt, mit Solukon, bleibt nur noch etwas Staub außen an den Wänden zurück“, sagt Erling LaSalle, Additive Manufacturing Engineer bei Enerbine.
Auf den Entpulverungsprozess folgen Spülen mit IPA, Wärmebehandlung und die maschinelle Bearbeitung.
SICHERER PROZESS, GERINGER WARTUNGSAUFWAND
Die Installation des Entpulverungssystems von Solukon hat den Gesundheits- und Arbeitsschutz am Arbeitsplatz erheblich verbessert, da das Pulver nun in einer geschlossenen Atmosphäre verarbeitet wird. Der minimale Wartungsaufwand der Anlage macht sie zu einer wertvollen Ergänzung der additiven Fertigungsumgebung von Enerbine und steigert deren Effizienz.
WELCHE VORTEILE SPR-PATHFINDER® GEGENÜBER KLASSISCHEN ENTPULVERUNGEN BIETET
Für Enerbine hat die Anwendung von SPR-Pathfinder® zur intelligenten Entpulverung deutliche Vorteile gebracht. Mit der Software wird im Voraus das ideale Bewegungsmuster für die jeweilige Bauteilgeometrie berechnet. Erling erklärt:
“Bevor wir die Software hatten, haben wir das Programm manuell gewählt. Die Solukon-Anlage lief 8-12 Stunden, aber es war immer noch Pulver im Inneren der Bauteile. Mit dem Pathfinder-Programm dauert die Reinigung nur 6 Stunde, wobei das gesamt Pulver entfernt wird.“
SPR-Pathfinder® ist vor allem deshalb sehr nützlich, weil sich das Bauteildesign gerade noch in der Entwicklung befindet und sich deshalb von Druck zu Druck immer leicht ändert. Die Software kann diese Änderungen schnell berücksichtigen.
DER WACHSTUMSKURS VON ENERBINE BEIM INDUSTRIELLEN ENTPULVERN
Momentan entpulvert die SFM-AT350 bis zu vier Bauteile auf einer Bauplatte gleichzeitig. Damit wird bald das maximal zulässige Gewicht bei der SFM-AT350 überschritten, weshalb Erling und sein Team zusätzlich das nächstgrößere Entpulverungssystem beschaffen wollen: die SFM-AT800-S. „Wir brauchen definitiv eine SFM-AT800-S, um unsere Produktionsumgebung zu vervollständigen“, sagt Erling LaSalle.
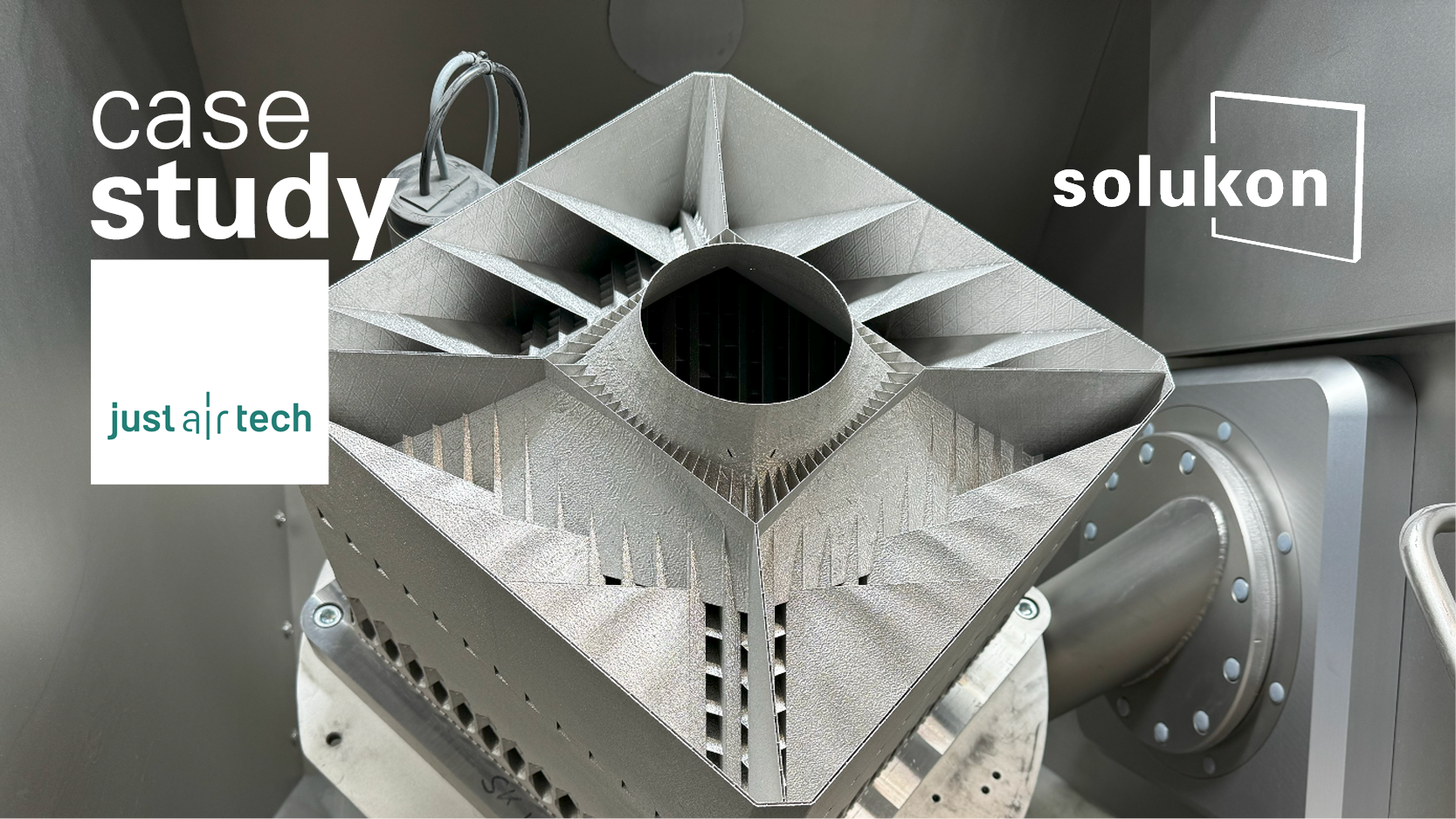
Seit fast einem Jahrzehnt wurde automatisiertes Entpulvern allgemein als Kombination aus automatisierter Rotation und gezielter Vibration verstanden. Das gilt zwar nach wie vor, doch mit der Einführung des Entpulverungssystems SFM-AT350-E hat Solukon die Vibrationsoptionen nun um eine Ultraschall-Anregung erweitert. In diesem Anwenderbericht geht es um die Ultraschall-Entpulverung eines fraktalen Wärmetauschers von justairtech.
Justairtech entwickelt und bietet nachhaltige, hocheffiziente Kühlsysteme an, die Luft als Kältemittel verwenden. Primäre Anwendungen sind Rechenzentren sowie industrielle Kühlbedarfe. Der fraktale Wärmetauscher bildet das zentrale Produkt und die Schlüsseltechnologie des Unternehmens. Er ermöglicht den Einsatz von Luft als Kältemittel und erreicht eine 4- bis 5-mal höhere Effizienz im Vergleich zu herkömmlichen Systemen. Ziel ist es, Kühlsysteme klimafreundlich zu machen durch die Reduktion des Stromverbrauchs und den Einsatz natürlicher Kältemittel.
DATEN & FAKTEN ZU APPLIKATION UND ENTPULVERUNGSPROZESS
Bauteilvolumen (B x T x H)
350 x 350 x 350 mm
Drucker
EOS M 400-4
Material
EOS Edelstahl 316L
Applikation
Fraktaler Wärmetauscher
Oberfläche / Struktur
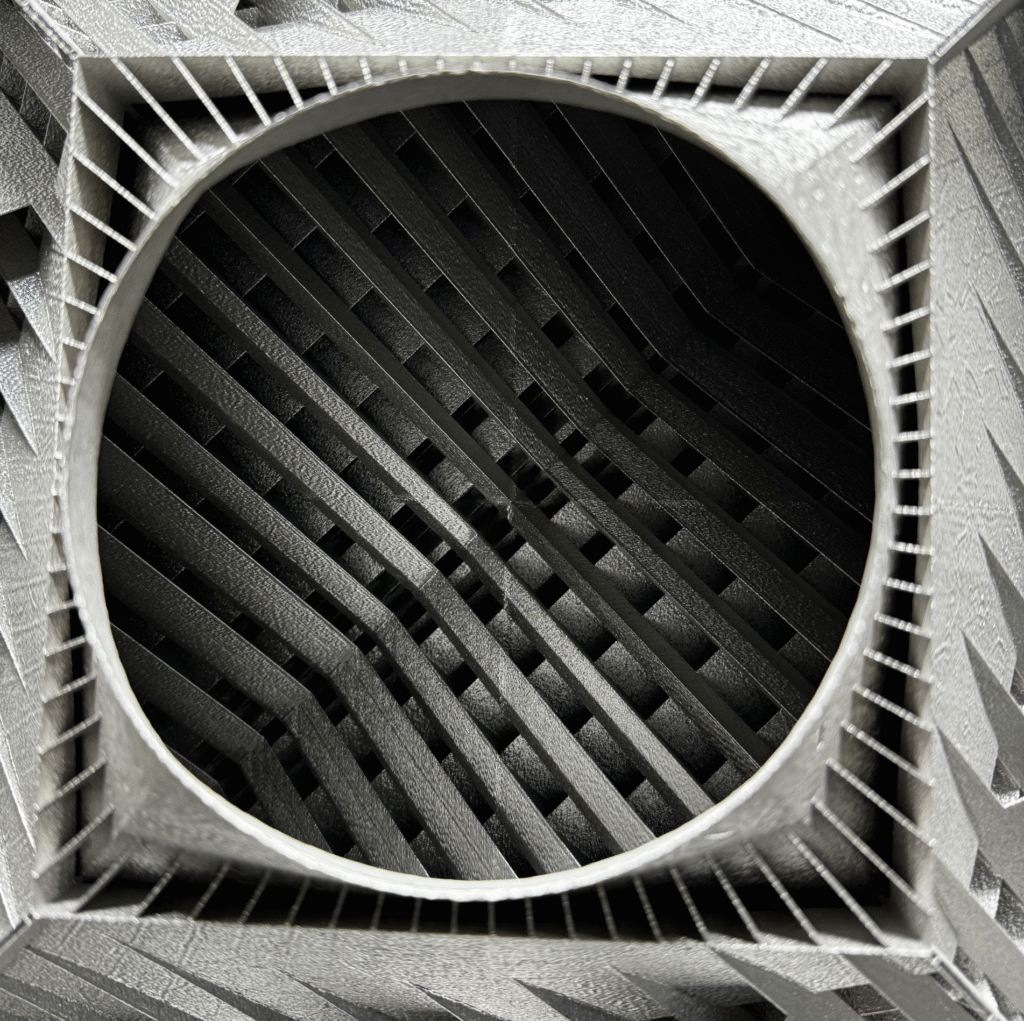
– Komplexe Innengeometrie mit vielen horizontal verlaufenden, langen und schmalen Kanälen; Kanalöffnungen mit unterschiedlichen geometrischen Formen
– Verteilt über die gesamte Grundfläche, etwa auf halber Höhe: Fläche (100 – 150 mm hoch), durch die sich ein vertikales Gitter mit extrem kleinen Löchern zieht („Kanäle“ von 0,5 x 0,5 mm)
Kleinster Durchmesser im Bauteil, der mit Pulver gefüllt ist
0,5 x 0,5 mm
Dauer des Entpulverungsvorgangs
337 min
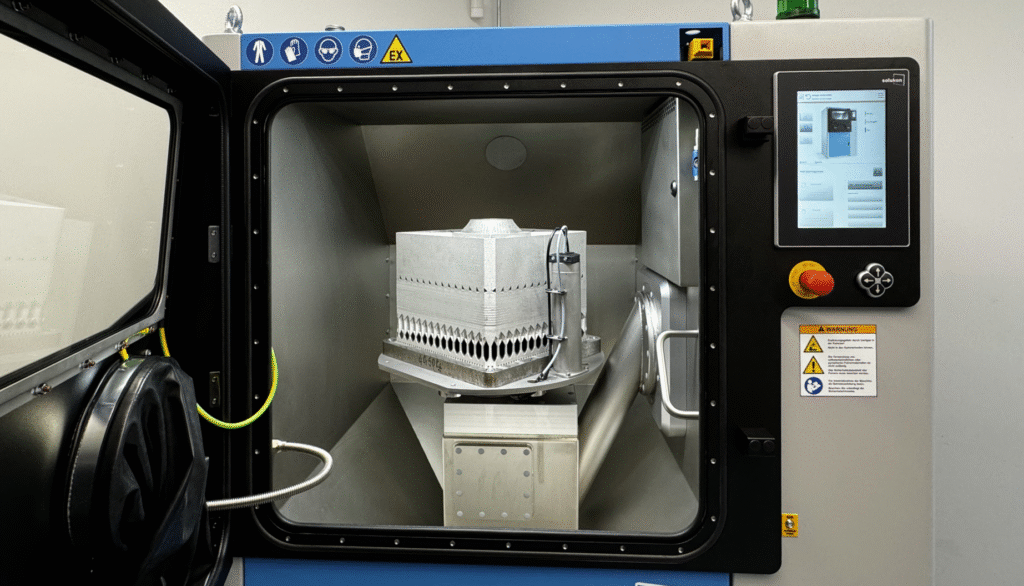
Entpulverungssystem
Solukon SFM-AT350-E mit Ultraschallanregung
Modus
Automatikmodus + manueller Modus
DER ENTPULVERUNGSPROZESS
Vor dem eigentlichen Ultraschall-Entpulverungsprozess in der SFM-AT350-E wurde eine Vorreinigung durchgeführt. Zwischen der ersten und zweiten Reinigung verging etwas Zeit, während der das Bauteil normaler Raumluft ausgesetzt war. Es ist daher davon auszugehen, dass das im Inneren des Bauteils verbliebende Pulver mit der Feuchtigkeit aus der Umgebungsluft reagiert hat, was den Entpulverungsprozess erschwert. Die Entpulverung wurde auf einer SFM-AT350-E mit permanenter Ultraschallanregung durchgeführt und damit ohne die Option für einen pneumatischen Vibrator oder Hochfrequenzklopfer. Beim Entpulvern wurde auch eine Blaspistole mit hohem Blasimpuls eingesetzt, um noch mehr Pulver aus dem Bauteil zu lösen. Während des Entpulverns im Automatikmodus (Schwenkwinkel 60°-220°, Rotations- und Schwenkgeschwindigkeit 10°/s mit einer Haltezeit von 5 Sekunden in jeder Position) trat ein starker Pulverfluss auf. Insgesamt dauerte das Ultraschall-Entpulvern des fraktalen Wärmetauschers in der SFM-AT350-E 337 Minuten. Trotz einer Vorreinigung konnten noch 1,9 kg Edelstahlpulver entfernt werden. Der Wärmetauscher ist nun vollständig gereinigt.
WAS IST DAS ERGEBNIS DES ANWENDUNGSFALLS?
Dieser Use Case zeigt deutlich, dass Ultraschallanregung bei engen und langen Kanälen den Unterschied machen kann. Im Vergleich zur herkömmlichen Vorreinigung durch Vibration und Klopfen wurde deutlich mehr Pulver entfernt. Die Ultraschallreinigung in der SFM-AT350-E ist ein weiteres wirkungsvolles Tool in der Toolbox des industriellen Entpulverns von Solukon. Trotzdem hängt die Auswahl der richtigen Anregungsmethode stark von der Geometrie des Bauteils ab.
WELCHE ERKENNTNISSE ZIEHT JUSTAIRTECH AUS DEM ENTPULVERUNGSTEST?
„Der Entpulverungsversuch hat eindrucksvoll bestätigt, dass sich selbst das Pulver, das in äußerst schwer zugänglichen Bauteilbereichen festklemmt – in unserem Fall über 1,9 kg – automatisiert entfernen lässt. Der Abgleich mit dem Zielgewicht des Wärmetauschers zeigt, dass der Versuch mit Solukon überaus erfolgreich war und das Bauteil nun pulverfrei ist. Das liefert uns nicht nur die notwendige Prozesssicherheit, sondern stärkt auch das Vertrauen in die industrielle Serienanwendung von additiv gefertigten Bauteilen.“
Philipp Komurka, Head of Product Development & Technology Additive Components & Testing
Anwenderbericht von 3D ADEPT MEDIA untersucht die neue selbstregelnde Ultraschallanregung in der SFM-AT350-E.
Die automatisierte Entpulverung is nach wie vor die Kernkompetenz von Solukon. Für diesen Artikel wurde ein Entpulverungstest auf dem neuesten System des Unternehmens – der SFM-AT350-E für mittelgroße Teile bis zu 60 kg – in Zusammenarbeit mit dem Swiss m4m Center durchgeführt, einem Technologietransferzentrum, das AM für die Medizin- und Dentalindustrie einsetzt.
Einblicke in einen Entpulverungstest 3D-gedruckter Medizinteile
Ist die grundsätzliche Entscheidung gefallen, ein automatisiertes Entpulverungssystem für (medizinische) 3D-Druck-Teile zu beschaffen, kann der nächste Schritt ziemlich stressig sein: die richtige Maschine zu kaufen, die die Sicherheit Ihrer Produkte und Ihres Personals gewährleistet, das Risiko von Produktfehlern verringert und vor allem den Industrienormen entspricht. Aus diesem Grund haben wir in einem anderen Artikel die technischen Merkmale erörtert, die ein automatisches Pulverentfernungssystem aufweisen muss. Je weiter der Markt voranschreitet, desto mehr neue Funktionen werden entwickelt und desto komplexer und strenger werden die Anforderungen der Kunden. An diesem Punkt kann eine ganzheitliche Analyse in From eines umfassenden Entpulverungstests bei der Entscheidungsfindung helfen und die Eignung des Systems für den Einsatz in einer bestimmten Branche oder für eine bestimmte Anwendung bestätigen. Um zu verstehen, wie ein solcher Test durchgeführt wird, haben wir die Solukon Maschinenbau GmbH um etwas Ungewöhnliches gebeten: Einblicke in einen Entpulverungstest zu geben, der für einen ihrer Kunden aus der Medizin- und Gesundheitsindustrie durchgeführt wurde.
Die brandneue SFM-AT350-E und Details des Use Case
Entwickelt für die Nachbearbeitung additiv gefertigter Bauteile, ist die SFM-At350-E eine spezielle Version der SFM-AT350. Vorgestellt auf der letztjährigen Formnext 2023 beinhaltet die Maschine drei zentrale Neuheiten: Kompatibilität mit der intelligenten Entpulverungssoftware SPR-Pathfinder®, ein erweitertes Digital-Factory-Tool sowie die piezoelektrische Anregung. Während die SPR-Pathfinder® Software und das Digital-Factory-Tool als Add-On auch für die Standard SFM-AT350 verfügbar sind, handelt es sich bei der piezoelektrischen Anregung um ein spezielles und neuartiges Feature. Dabei setzt die Anregung unmittelbar am Drehteller des automatisierten Entpulverungssytems an, sodass das Bauteil mühelos und präzise in die optimale Schwingungslage versetzt werden kann. Die ultrahohen Frequenzen der elektrischen Anregung liegen dabei deutlich über der schädlichen Eigenfrequenz des Bauteils. Indem sich die Frequenz ständig selbst kontrolliert und regelt, werden ein Aufschwingen und damit die Bauteilbeschädigungen vermieden. Im Test wurden verschiedene medizinische Anwendungen entpulvert, die von Swiss m4m zur Verfügung gestellt wurden: Hüftpfannen, Wirbelsäuleneinsätze und medizinische Werkzeuge. „Hüftpfannen sind eine typische Applikation. Die charakteristischen Gitterstrukturen ermöglichen das Einwachsen ins Gewebe. Ebenso typisch sind die Wirbelsäuleneinsätze zur Versteifung der Wirbelsäule (z.B. bei Bandscheibenvorfällen). Die Werkzeuge sind Prototypen für das Testen im Nassraum, deren komplexe Stützstrukturen am schwierigsten zu entpulvern sind“, sagt Marco Flury, Project Manager bei Swiss m4m. Der durchgeführte Entpulverungstest liefert Erkenntnisse zur Entpulverung dieser Anwendungen sowie zur Wirksamkeit der piezoelektrischen Anregung.
Die SFM-AT350-E mit piezoelektrischer Anregung.
Der Entpulverungstest: 6 Schritte
Laut Hemank Raj, Prozessentwicklungsingenieur bei Solukon, erfolgt bei einem Entpulverungstest zunächst eine Analyse der Maschinen- und Bauteildaten. Dann erfolgt die visuelle Kontrolle vor der Renigung, die Durchführung des Reinigungsvorgangs, die Bewertung der Reinigungsergebnisse und die visuelle Kontrolle nach der Entpulverung.
1. Bezüglich der Konfiguration des Entpulverungssystems ist es wichtig zu beachten, dass es sich bei der verwendeten Bauteillegierung um ein nicht-reaktives Material handeln. Demnach wurde in einer nicht-inerten Atmosphäre entpulvert.
2. Detaillierte Bauteilinformationen zur Verfügung gestellt von Swiss m4m:
Bauteilabmessungen
Ø60mm Hüftpfannen mit Gitterstrukturen (0.3-0.9 mm Porengröße)
23 x10 x10 mm Wirbelsäuleneinsätze (0.3-0.9 mm Porengröße)
Die größten Bauteile sind medizinische Werkzeuge mit ca. 70 mm Höhe (Z-Achse) mit komplexen, verworrenen Stützstrukturen (kleinster Durchmesser <1 mm).
Bauplatte
Runde Bauplatte; TruPrint 2000
Durchmesser 204 mm
Dicke 23 mm
Gewicht inkl. Bauplatte
Ca. 13 kg
Material
Edelstahl 17-4 PH
Die Bereiche, die am schwierigsten zu entpulvern sind, sind oben aufgeführt.
3. Die Sichtkontrolle ergab, dass es keine sichtbaren Schäden und keine Pulverklumpen auf der Bauplatte gab, was bedeutet, dass das Material keine Feuchtigkeit aufgenommen hat. Die innenliegenden Geometrien der Teile schienen vollständig mit Pulver gefüllt zu sein.
4. Für die Reinigung wurde die Bauplatte auf der Schwenkvorrichtung mit vier Klemmen fixiert. Der gesamte Reinigungsvorgang dauerte 17,5 Minuten und umfasste das Bauteilladen, die Reinigung im Automatikmodus, das Abblasen mit Druckluft, die Bauteilüberprügung und die -entnahme. Der Ablauf des piezoelektrischen Entpulverungsvorgangs ist damit identisch zur konventionellen Entpulverung mit pneumatischer Anregung. Raj betont andere zentrale Vorteile „Da sich die Anregungsfrequenz stetig selbst regelt, müssen Anwender selbst keine Anwendungsfrequenzen mehr festlegen. Zudem betrug die Maximallautstärke des Entpulverungsvorgangs nur 53,6 dB (zum Vergleich: Normales Gespräch = 60 dB), was sehr leise ist. Ein weiterer Vorteil ist, dass wir einen minimalen Inertgasverbrauch haben.“
Wie oben beschreiben, zeigte der Test, dass die piezoelektrische Anregung das Bauteil in ultrahoher Frequenz anregt. Laut Raj ist die Beschleunigung enorm, die Amplitude aber gleichzeitig minimal. Durch die Beschleunigung bei dieser Frequenz verliert das Pulver die Haftung (quasi wortwörtlich den Boden unter den Füßen) und rutscht von der Oberfläche. Der Test zeigt zudem, dass die SFM-AT350-E das ideale Entpulverungssystem für empfindliche und grafile Strukturen ist. „Mit dem Digital-Factory-Tool haben wir außerdem Zugriff auf alle relevanten Entpulverungsdaten (z.B. Temperatur in der Kammer, Luftfeuchtigkeit und alle kundenspezifischen Voreinstellungen – das ist enorm wichtig für datenintensive Branchen wie die Medizintechnik“, fügt Raj hinzu.
5. Nach der Reningung führte das Team eine Sichtkontrolle sowie eine Sauberkeitskontrolle mit Druckluft durch. Es wurden keine Pulverreste gedunden und auch das anhaftende Pulver auf der Bauteiloberfläche konnte durch Abblasen entfernt werden. Dennoch ist stets eine Endreinigung mit Ultraschall empfohlen, um Pulverreste definitiv ausschließen zu können, die bei der Nutzung des Bauteils oder in weiteren Nachbearbeitungsverfahren Probleme verursachen könnten.
6. In der Sichtkontrolle zeigten sich keine Beschädigungen oder Pulverreste. Alle Bauteile waren nach wie vor fest mit der Bauplatte verbunden.
Marco Flury, Project Manager bei Swiss m4M and Hemank Raj, Prozessentwicklungsingenieur bei Solukon
Fazit
Zuallererst ist es wichtig zu betonen, dass sich die Ergebnisse dieses Test ausschließlich auf die getesteten Geometrien beziehen. Das heißt, Anwender sollten sich im Vorfeld der Entpulverung genau mit der zu entpulvernden Geometrie und techischen Spezifikationen auseinandersetzen. Obwohl die SFM-AT350-E und seine piezoelektrische Anregung nachweislich Vorteile gegenüber der konventionellen Entpulerung mit pneumatischer Anregung haben, sind einige weitere Aspekte für 3D-gedruckte Teile zu beachten, die in anderen Branchen oder für andere medizinische Anwendungen hergestellt werden. So erklärt Raj beispielsweise: „Im Vergleich zur pneumatischen Anregung mit Turbine oder Klopfer ist die Beschleunigung und die Frequenz um ein Vielfaches höher, die Amplitude wesentlich geringer. (Deshalb sieht man auch keine Vibration/Bewegung des Bauteils bei der Anregung). Die Anregungsfrequenz liegt zwischen 30 kHz und 38kHz. Das heißt, wir regen hier weit jenseits der Eigenfrequenzen der Bauteile an. Ein Aufschwingen und eine Beschädigung in der Resonanzfrequenz wird damit vermieden.“So erklärt Raj beispielsweise: „Im Vergleich zur pneumatischen Anregung mit Turbine oder Klopfer ist die Beschleunigung und die Frequenz um ein Vielfaches höher, die Amplitude wesentlich geringer. (Deshalb sieht man auch keine Vibration/Bewegung des Bauteils bei der Anregung). Die Anregungsfrequenz liegt zwischen 30 kHz und 38kHz. Das heißt, wir regen hier weit jenseits der Eigenfrequenzen der Bauteile an. Ein Aufschwingen und eine Beschädigung in der Resonanzfrequenz wird damit vermieden.“
Neben der Möglichkeit, einen geräuscharmen Entpulverungsprozess zu gewährleisten, der selbstregulierenden Schwingungsanregung und dem minimierten Druckluftverbrauch zeigt dieser Test Vorteile des Entpulverungssystems für die Zertifizierung für eine medizinische Produktionsumgebung auf. Nicht zu vergessen, dass das Digital-Factory-Tool und die SPR-Pathfinder® Software zwar optionale Tools sind, aber dennoch interessant, um das Beste aus der Maschine herauszuholen. „Mit einer eigens entwickelten Technologie konnten wir in der SFM-AT350-E eine Endlosrotation des Drehtellers erreichen und damit die uneingeschränkte Nutzung der SPR-Pathfinder Software ermöglichen“, so Andreas Hartmann, CEO/CTO bei Solukon.
„Der Test lässt uns annehmen, dass der Reinigungsprozess ähnlich gut mit Titanlegierungen ablaufen würde. Die Anregungsform ist ideal für fragile Bauteile. Wenn ein Reinigungsvorgang sehr schnell in unter 7,5 Minuten abgeschlossen ist, kann mit einer Anlage eine sehr hohe Taktung erreicht werden. Nehmen wir an, dass Be- und Entladen zusammen maximal 10 Minuten dauern, kann man bis zu vier Jobs in der Stunden mit einem Entpulverungssystem planen“ (vorausgesetzt, es braucht keine inerte Atomosphäre, wofür extra Zeit zur Flutung sowie Türhaltezeiten berücksichtigt werden müssen), fasst Raj die Ergebnisse zusammen.
Sie sehen gerade einen Platzhalterinhalt von Turnstile. Um auf den eigentlichen Inhalt zuzugreifen, klicken Sie auf die Schaltfläche unten. Bitte beachten Sie, dass dabei Daten an Drittanbieter weitergegeben werden.